��չ�ˇ | �������̎���Ļ�������������������
�������Ƕ��Ԛ��w����ԭ�����Ț��40�����@ʹ�ß�������������c��
����(1)����Ч��ȥ�����ٱ��������P�w���s�|�����ٟ���r�������е��s�|����������l(f��)���������е��κ��s�|�������D�c�ⲿͬ�N���|�_��ƽ��ăA���ڴ�≺�¡�800��r��Ar��ƽ�����ɳ�(12.6×10-6cm)���s�|ԭ��ֱ����500������s�|ԭ�������Ó����������С�
����Ó��ԭ���x�_���ٶ��ܚ��w���Uɢ�������ƣ��@ȻҪ��������������ߵ����ʡ��������s�|ԭ�ӏ��w�������Uɢ�������hС�������ı�������ДUɢ�����ʣ�������������ʲ���Ӱ푣��@һ�c�c��H2������ͬ��Ar�mȻ������H2�ǘ�Ѹ��߀ԭ������������������ͬ�ض��£�Ar�Ą��ܱ�H2��ö࣬�c���������ײ�rҲ����ʹ����Ĥ�ܿ�طֽⲢÓ����
��������Ĥ�ֽ�r��ֻҪ���ڽ����е��ܽ�ț]���_��ͣ��t���������ڽ����w�ȡ��M���w�ȵ��������ϵ���������]��Ӱ푡����磬��e1cm2����1mm�ğo���~Ƭ(��������3ppm(����))������1017����ԭ�ӡ����~Ƭ������40nm������Ĥ��Ҳ����ͬ�Ӕ�Ŀ����ԭ�ӣ�������ȫ�������~Ƭ�Еr��������ֻ���^����4ppm�������~Ƭ������мӟ�r���ܽ����Ҳ�����ų�����˲�Ӱ푲��ϵ�������ܡ�
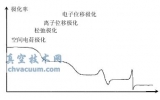
����(2)������岻������͡�����ڌ��H���õij���ض��£���ԭ�ӵ�����E������ʹ�����뵽���پ���ȡ���Փ�ϣ�Ar�����~����Y�c�Ϳ�λ����������քe��11.9eV��3.5eV������E=3kT/2(k—����Ɲ������������8.6×10-5eV/K)�������Ar����ԓ�����r�Ĝضȷքe��92000K��27000K����������ğ��幤ˇ���Dz������_���@���ضȵġ����ԣ�������岻���a�����������Ć��}�����H�ϣ�����ռ��g�е�ijЩ����Ar�M�еĹ��������x�ӞR��������Ĥ���廡���ȣ������ܕ�ʹAr���뵽���w�Ȳ����d�ڱ����ϡ�
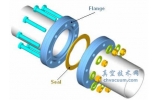
�������ڟ���Ȳ�����ɽ��ٲ��ϵ��@�����l(f��)(�c��ճ������)��Ҳ���������w�(�c�������)���������γ��κλ������ˣ������m�����κβ��ϣ�������ضȿ��Աȟ��估��ճ�����ߡ�
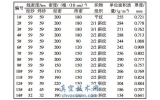
������3���г��ˎN�����ڼ��Ȟ� 99.999%��Ar�к���10-4��10-5Pa�o���坍������˻��ij��⌍������Ҋ�����僞(y��u)������˻𣬲��H���aЧ�ʸߣ��ų��ĺ������w�٣����Ҳ��ϵęCе����Ҳ�и��ơ���������ȱ�c����Ar�ăr���^�F������t����b��Arѭ�h(hu��n)����ϵ�y(t��ng)�����^��Ar���M�s�|���؏����á�
��3 ������Ar�c�坍������˻�30min��������еij���