ZJ-400�_����ձõ��OӋ���M
����ᘌ�ij��˾���M�����a(ch��n)����ZJ-400���_����ձ����F(xi��n)�Ć��},�M���{(di��o)�顢������,��ԓ�õ��D(zhu��n)�ӽY�����;��M�и��M�OӋ,���ƶ������ӹ���ˇ,���ú�ȡ�����@��Ч��,�����ԓ����ֲ�Ŀɿ��Ժ�ʹ�����ܡ�
1���_����ձìF(xi��n)�����F(xi��n)���}����
�����ծa(ch��n)������܇�H��䓏S�ܵ�ݔ�ͷۄ��l(f��)�����ϙz�ޕr,���R�r����ݔ�ͷ۠�ʯ�ҡ�ɰ�̿��܇,��ij��F��˾�s���鳣��܇ʹ��,�@ʹ�_����ձ��L��̎�ڳ��d��B(t��i),����������܇���_����ձ�̎�ڹܵ��V�W(w��ng)�֞V���۴����Vȫ�ܷ��B(t��i)�¹���,������ܵ����������h�ȳ�Ҏ(gu��)������B(t��i)�´�,�@��ԭ�C�OӋ�rδ�����]��,Ҳ��ԓ���ڬF(xi��n)��ʹ���г��F(xi��n)���ϵ���Ҫԭ��;���߀�����D(zhu��n)��ë���Ŀs�ɬF(xi��n)���X݆�c�D(zhu��n)�ӵ��F��������Բ���OӋ����ˇ���}����(j��ng)��ռ��g�W(w��ng)(203scouts.com)�ļ��g�ˆT�F(xi��n)���{(di��o)�����������Ҫ���}��������ʾ��
�����D(zhu��n)��ҧ����1���D(zhu��n)�����̎�g϶����,���;��`�����Ƀ��D(zhu��n)�Ӈ���λ���g϶��һ��2���ⲿ�ۉm�����M��,�۹����e,����(n��i)ǻÛ��;3�����b�r��(n��i)ǻδϴ��,ƽ�������
�����X݆Ó����1���OӋ���b�䉺�b�г�ƫС,��ʹ�^ӯ��ƫ��;2���D(zhu��n)���ϵ��X݆�F����ϲ���,�N����δ�_80%����;3�����̫��,ʹ����Ó;4���X��ֲڶȡ������_�����D��Ҫ��,�ڸ��D(zhu��n)���®a(ch��n)�������ԛ_����
���������ضȸ�(��100��)��1�����õĝu�_���;��cԭ�C����,���X��c�X�ׇ��ϕr�����ԭ�C����,��ɉ��������^��,�ǟ�Դ����;2���D(zhu��n)�Ӳ�ƽ��,����S�Мض�����;3)�S�Н�����r�^�
������Ӵ���1���S�о��Ȳ���;2����ƽ���;3���b�䲻��,���׃�Ρ�
�����L��������1���D(zhu��n)�ӝu�_���ӹ��`���;2���g϶̫��,���w����������
2�����M��ʩ
2.1���D(zhu��n)���;����M
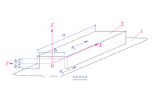
����1)ԭ�D(zhu��n)���;��D�μ����˳ߴ�Ҋ�D1����2���D��A 2B ����ָ�D(zhu��n)�Ӄɶ˹��������S����

�D1��ԭ�D(zhu��n)���;��D
����2)���M���D(zhu��n)���;��D�μ����˳ߴ�Ҋ�D2����3�����M����D(zhu��n)���;���ԭ�D(zhu��n)���;���픲��A�������� ,����(j��)�����W���^�c,���M����;��������e��,�����γɟ�Դ,�\�D(zhu��n)�^ƽ��(w��n)�����M�Ŀ���3��ʾ��
�����@�ε��OӋ���M�漰��̫��Ĺ�ʽ�ˣ���������dȤ߀�����dԭ�Ŀ��ɣ�ԭ�ĵ�ַ��ZJ-400�_����ձõ��OӋ���M��http://bbs.chvacuum.com/thread-124-1-1.html��
3�����M�OӋ�Y������
����1)��60kW ����Ӌ��, ��С�^ӯ����12.26μm(��Փ)��С���H�^ӯ����27.38μm,�䉺�b�г̞�1.37mm,����^ӯ����92μm (��Փ) ,����H�^ӯ����107μm,������b�г̞�4.6mm��
����2)������^ӯ���r�俹��,�������Ⱦ�������������,������Ӌ��Y������Ҫ���D�ɰ����b�г̞�4 Ҫ���M�С�
����3)��Ӌ����ßቺ(ԭ�����͉�) ,�������^ӯ����һ��,�ʸ��F��1��30��1��50,�Y�Ϗ��ȸ��ɿ���
����4)�X݆�ӹ��ĝL���깤ˇ��L��ĥ��ˇ,�pС�ˏ���������,������X���|(zh��)��������,�����������ԛ_�����齵�����ضȳ��������;����M�ܽ�����,����S�о���,����ͨ�S�О龫���^���S��,���M�S�Н���֬���ߜ�����,�����ծa(ch��n)�ߜ�֬������a(ch��n)�ĸ���֬,��߄�ƽ��ľ��ȵ�ͬ���Ǹ��ƹ����ضȡ�
4���Y�Z
����1)��(j��ng)���ϵĸ��M��ʩ��2�_�_����ձ���ԇ�,δ���F(xi��n)�X݆Ó���c�D(zhu��n)��ҧ���ĬF(xi��n)��,��Ӵ�����ضȸߵĬF(xi��n)��Ҳ���и���,�L��������ߡ����`�C��,���Hʹ��Ч���c��������Փ��������һ�¡�
����2)�_����ձù����Շ����ڸ��١��ߜء����d�ɡ��L�r�g�B�m(x��)�\�D(zhu��n)�Ȑ��ӹ��r����,���Mһ������;��Լ��ɿ���,���h�������w�M�������OӋ�������x�͡�����,�ڸ��ƹ������|(zh��)���坍�ȷ���Ҳ��������õĸ��M�k��,����ÿɿ��Ը��õĞV�W(w��ng),����Ҏ(gu��)�����Q�V�W(w��ng)�r�g,���ֱÃ�(n��i)ǻ���坍,������_����ձõ�ʹ�É�����