�y�T��Û��(ji��)�ýӹܺͲ��y�ܺ��ӹ�ˇ�ķ���
������B���y�T��Û��(ji��)�еĽӹܺ����y���քe�x��15CrMo ��304 ���P䓲����B�ӵĺ��ӹ�ˇ��ͨ�^(gu��)��(du��)15CrMo��304 ���P䓼��䮐�N���^�����Է�������(du��)�ȷքe����Ni ���Ͻ�͊W���w���P������ϕr(sh��)���@�õĺ��p�M�����Y(ji��)�Ϻ����Է����Y(ji��)�����_�����ӹ�ˇ���ƶ����ӹ�ˇ����(sh��)��
1������
����ij�ܵ������У��y�T��Û��(ji��)�еĽӹܺͲ��y�ܷքe�x��15CrMo (����w�͟��) ��304 ���P�( �W���w���P�) �������죬Ȼ����ú��ӹ�ˇ�����B�ӡ�15CrMo ��304 ���P��mȻ�����F���Ͻ𣬵����߳ɷֺ����ܲ��ܴٮ��N���ٵĺ��ӡ����ڲ�ͬ���ٵĻ��W(xu��)�ɷ֡��������ԡ����W(xu��)���ܲ�e�^���N���ٵĺ��ӱ�ͬ�N���ٺ��ӏ�(f��)�s�Ķࡣ
2�������Է���
����2.1��15CrMo �����
����15CrMo ��������w�͟�䓣��亸�����c��̼�{(di��o)�|(zh��)���������������уA�����̎��������(y��ng)���Ѽy�A��15CrMo �Ĵ�Ӳ�A�����Ѽy�����Կɸ���(j��)̼��(d��ng)���g���u(p��ng)�y(c��)������(j��)��(gu��)�H���ӌW(xu��)��(hu��)(��W) ���]��̼��(d��ng)����ʽӋ(j��)��õ�15CrMo ̼��(d��ng)��CE ��


����ͨ�^(gu��)ʽ(1) Ӌ(j��)��( ԓ�Y(ji��)�������s�|(zh��)��������(sh��)�H̼��(d��ng)����(y��ng)�Ը���Ӌ(j��)��ֵ) �õ�15CrMo ��CE ����0.43% ��0.63% ֮�g��ƽ��ֵ��0.53%������(j��)̼��(d��ng)���ж��l������֪15CrMo ���ӱ��ͨ�^(gu��)һ���ضȵ��A(y��)����ܷ�ֹ�Ѽy�İl(f��)��������(j��)Ito - Bessyo ���A(y��)��ض�Ӌ(j��)�㹫ʽ����Ӌ(j��)��δ = 6mm �A(y��)��ضȡ�
![]()
����ͨ�^(gu��)ʽ(2) Ӌ(j��)���֪15CrMo �����A(y��)��ضȑ�(y��ng)����152 ��189��֮�g����ֹ15CrMo ������̎������(y��ng)���Ѽy�A�����Ҫ��ˇ��ʩ��ͨ�^(gu��)����A(y��)��͌��g�ضȣ����õ͟�ݔ�뺸�ӷ�����ˇ���sС���ӽ��^�^(gu��)��^(q��)�Č��ȣ����ƾ����L(zh��ng)���x���������̎����ˇ����(sh��)���M���s�����Мضȅ^(q��)�g�ı��ؕr(sh��)�g��
����2.2��304 ���P䓵ĺ�����
����304 ���P��ǵ��͵ĵĊW���w���P䓣��c�������P���ȣ��W���w���P䓵ĺ��ӱ��^���ף���������^�ߵğ��Ѽy�����ԣ��ں��p�����p�^(q��)���п��ܮa(ch��n)�����Ѽy���a(ch��n)�����Ѽy�Ļ���ԭ���������ں��p�ֲ��ӟ����s�l���£����ӽ��^��λ�ĸߜ�ͣ���r(sh��)�g�^�L(zh��ng)�����p���ټ����p�^(q��)�ڸߜس����^�ߵ����쑪(y��ng)���͑�(y��ng)׃����
����2.3��Ni ���Ͻ�ĺ�����
����Ni ���Ͻ�����^�W���w���P䓸��ߵğ��Ѽy�����ԡ�Ni ���Ͻp�����^䓺��p���ٲ��ם�(r��n)��չ�_(k��i)����ʹ�������Ҳ���ܸ��M(j��n)���p���ٵ�����(d��ng)�ԣ����������к����á�Ni ���Ͻ�ጧ(d��o)���^���P�Ҫ�ͣ���ͬ����(sh��)�¸ߜ�ͣ���r(sh��)�g���L(zh��ng)�����Ҫ����ߟ�ݔ�뎧��(l��i)�IJ���Ӱ푣��˲����^���P�С�ğ�ݔ���M(j��n)�к��ӡ�
����2.4��15CrMo �c304 ���P䓮��N���^������
����15CrMo �c304 ���P䓺��ӕr(sh��)���ɷNĸ�Ķ�Ҫ�l(f��)���ۻ����c�����ٹ�ͬ�γɺ��p������ǰ�ߺϽ�Ԫ���h(yu��n)���ں��ߣ�������ۻ��M(j��n)�뺸�p����(hu��)��(du��)����(g��)���p���ٳɷ֮a(ch��n)��ϡ����á�
������15CrMo �c304 ���P䓺����۳�߅��������Һ�B(t��i)���ٜضȵͣ�����(d��ng)�Բ��Һ�B(t��i)ͣ���r(sh��)�g�^�̣�һ����r��15CrMo �c�����ٲ��ϵijɷ����^�����ۻ���ĸ�Ľ������۳�߅���c�����ٲ��ܺܺõ��ۺϣ��γɺͺ��p���ٳɷֲ�ͬ������0.2 ��0.6mm ���^(gu��)�Ɍӡ��@�^(q��)������Ǹ�Ӳ���R���w��W���w���R���w�M�������@�N�M�����������Ѽy��ԭ��֮һ��
��������15CrMo ��̼���^�ߣ��Ͻ�Ԫ���^�٣���304 ���P䓅s�෴���ڸߜؼӟ��^(gu��)���У�һ����̼ͨ�^(gu��)������15CrMo һ��(c��)�w�ƊW���wһ��(c��)����15CrMo һ��(c��)�γ�Ó̼�ӣ�ͬ�r(sh��)�ڊW���wһ��(c��)�γ���̼�ӡ��@��(g��)�Y(ji��)����(hu��)���ͽ��^�ߜس־Ï�(qi��ng)��10%��20%�����˷�ֹ̼�w�ƿɲ���15CrMo һ��(c��)����̼�����γ�Ԫ�ػ��ڊW���w���p�Мp���@ЩԪ�أ���15CrMo һ��(c��)�A(y��)�ȶѺ�����(qi��ng)̼�����γ�Ԫ�ػ�懻��Ͻ�ĸ��x�ӣ���ߊW���w���p�е�懺������p�ٺ��p����Ӱ푅^(q��)�ߜ�ͣ���r(sh��)�g��
����15CrMo �c304 ���P䓵ľ���Ûϵ��(sh��)����^����304 ���P䓵Č�(d��o)�������^���˺����ں��p���ۺϾ�������(hu��)�a(ch��n)���^��ĺ��Ӛ�����(y��ng)�����@�N������(y��ng)������ͨ�^(gu��)��̎���ķ������������@�N���^�ڽ�׃�ض��¹����r(sh��)��15CrMo ��(c��)�Ϳ��ܳ��F(xi��n)��ƣ���Ѽy��ʹ���^�^(gu��)����ѡ����ֹ�@�N�F(xi��n)��ij��F(xi��n)����Ҫ���õĹ�ˇ��ʩ�郞(y��u)���x�þ���Ûϵ��(sh��)�c15CrMo ����Ûϵ��(sh��)��������Ժõ�懻��������������٣���(y��n)�������s�ٶȣ������ú�����ȴ�ʩ��
����2.5�����p�M������
�������p���ٳɷֿ�ͨ�^(gu��)��ͬ�ĺ��Ӳ��ϣ���ͬ���ۺϱ��M(j��n)�п��ơ�ͨ�^(gu��)�������Y(ji��)�ό�(sh��)�H���a(ch��n)�����p�����Ͽ��x��W���w���P䓺��zH0Cr21Ni10��ERNiCr-3 ���z�����P(gu��n)���ٻ��W(xu��)�ɷּ���(d��ng)��ֵҊ(ji��n)��1��ͨ�^(gu��)�D1 ��(du��)���p�M���M(j��n)�з�����
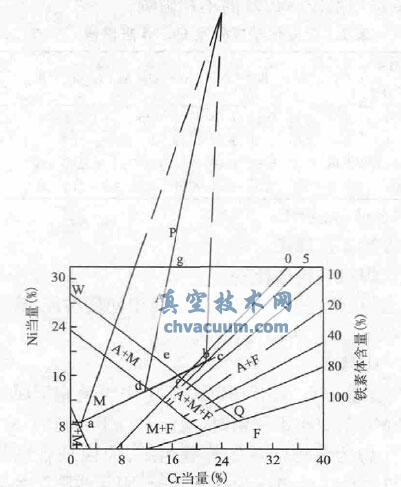
�D1 ����սM��
�������O(sh��)���p������15CrMo�c304���P���������ȣ��tĸ�Ļ��W(xu��)�ɷ֞��䓷N��ƽ��ֵ�����ڈD1����ab �B�������c(di��n)d �c(di��n)��ʾ��H0Cr21Ni10 ���z���W(xu��)�ɷ��ڈD1 ����c �c(di��n)��ʾ��ERNiCr-3 ���z���W(xu��)�ɷ��ڈD1 ����p�c(di��n)��ʾ��ĸ�Ļ��W(xu��)�ɷ��cH0Cr21Ni10 ���z���W(xu��)�ɷ��B�����W���w߅��WQ��f �c(di��n)��ԓ�c(di��n)�ۺϱȞ�52.8%; ĸ�Ļ��W(xu��)�ɷ��cERNiCr-3 ���z���W(xu��)�ɷ��B����WQ ���c(di��n)e�����W���w�������c(di��n)g��e �c(di��n)��g �c(di��n)��(du��)��(y��ng)���ۺϱȷքe��90.4%��67.0%����(d��ng)����H0Cr21Ni10���z���������ϕr(sh��)���ۺϱȴ���52.8% �r(sh��)�����p�M�����R���w��W���w+ �R���w�M������(d��ng)�ۺϱ�С��52.8%�����p�M����W���w+ �F���w�M�����R���w�M���Dz�ϣ���õ��ģ��������x��H0Cr21Ni10���z�r(sh��)���ۺϱ�С��52.8%���ɵõ������^�õĊW���w+ �F���w���p�M������(d��ng)����ERNiCr-3���z���ӕr(sh��)���ۺϱȴ���90.4%���@���R���w��W���w+ �R���w�M�����ۺϱȽ���67.0% �� 90.4% ֮�g�r(sh��)���@�ÊW���w�M�����ۺϱ�С��67. 0%���@��懺Ͻ�M����
������(du��)�ȷ�����֪�����x��H0Cr21Ni10 ���z���������ϣ���W���w���P����Ըߣ��Ҍ�(du��)����ܽ���^�������ں��p���Σ����Ѻ͟��уA���^С�������y���^�ͣ����䲻�;��g���g�����ߜس־����ܣ��ڽ�׃�ضȗl���¹�����15CrMo��(c��)�Ϳ��ܳ��F(xi��n)��ƣ���Ѽy��ʹ���^�^(gu��)����ѡ����x��ERNiCr-3 ���z�����Ѻ͟��уA���^�ߣ������y���������ӣ����ܱ����x�ÊW���w���z�IJ���Ӱ푡�
��1 ���ٻ��W(xu��)�ɷּ�Cr��Ni ��(d��ng)��ֵ%

3�����ӹ�ˇ�_��
����3.1�����Ӳ����x��
����ͨ�^(gu��)��������ֿ��]�a(ch��n)Ʒ�ߜ�ʹ�����ܣ����x��ERNiCr-3���������ϡ�
����3.2������Ҫ�c(di��n)
����ͨ�^(gu��)����������ERNiCr-3���������ٺ���15CrMo�c304���P䓕r(sh��)����(y��ng)ע�������c(di��n)��
����(1) ��@�Ã�(y��u)�|(zh��)�ĺ��p�M������(y��ng)���C���m���p�ۺϱȣ�ʹ���p�M����懻��Ͻ����侀��Ûϵ��(sh��)�c15CrMo ������������^�ã����Ӛ�����(y��ng)������������׃��������(qi��ng)��304 ���P�һ��(c��)������15CrMo ��(c��)���F(xi��n)��ƣ���Ѽy��
����(2) ��(y��n)����ƺ��ӟ�ݔ�룬���⺸�Ӆ^(q��)���^(gu��)�ᣬ�γɴִ�Ľ���M�����ʺ��ӷ��������u�O�廡�����ӡ�
����( 3) ��p�ٮa(ch��n)�����Ѽy�����C��ǰ�����|(zh��)�������A(y��)��140��150�棬���̎��200��220�棬����2h��
����(4) ��p�ٮa(ch��n)�������Ѽy���ջ��r(sh��)Ҫ�m��(d��ng)����늻��߶Ȳ����Ӻ����ٶ��ԜpС�۳سߴ硣
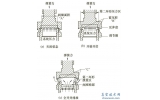
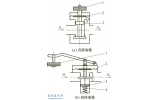
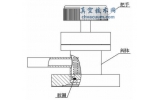
����(5) �¿���ʽ��D2 ��ʾ�����ö��ӆε����ӣ��乤ˇ����(sh��)Ҋ(ji��n)��2��
����3.3������ԇ���z�(y��n)
��������(j��)NB/T 47014-2011��Ҫ��(du��)����ԇ���M(j��n)����X �侀̽�������W(xu��)����ԇ�(y��n)����X�侀̽������GB/T 3323-2005 Ҏ(gu��)����Ι ��(j��)��(bi��o)��(zh��n)Ҫ������ԇ�(y��n)�r(sh��)��2��(g��)ԇ�ӵĿ�����(qi��ng)�ȷքe��562MPa��557MPa����������15CrMo ĸ��һ��(c��)���ϸۏ���ԇ�(y��n)�r(sh��)������ֱ��24mm�������Ƕ�180°�������ͱ�������ßo(w��)�Ѽy���ϸܸ���(j��)�z�y(c��)�Y(ji��)�������ƺ��ӹ�ˇ�u(p��ng)����(b��o)��HP-2013042��
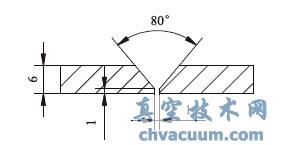
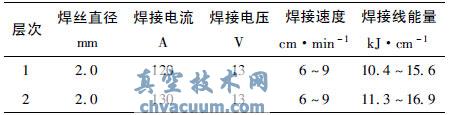
�D2 �¿���ʽ������2 ���ӹ�ˇ����(sh��)
4���F(xi��n)��(ch��ng)ʩ��
��������(j��)���ӹ�ˇ�u(p��ng)��HP-2013042��(b��o)�棬���ƺ������a(ch��n)��ˇ������(y��n)��ˇҪ��(du��)��Û��(ji��)�a(ch��n)Ʒ�M(j��n)��ԇ�ơ�С�������a(ch��n)�����a(ch��n)����K���100����Û��(ji��)�a(ch��n)Ʒ���a(ch��n)Ʒ��(j��ng)�z�(y��n)�ϸ��������ʹ�ã�����(g��)���a(ch��n)�^(gu��)����δ�l(f��)�F(xi��n)������
5���Y(ji��)�Z(y��)
����15CrMo�c304���P䓮��N���ٵĺ��ӣ����ȑ�(y��ng)�������Եĺ����ԣ�Ȼ��C�Ͽ��]2 �N���ٽ��^�ĺ����ԣ��������^�M�����ò�ͬ�����Ϻ��ۺϱȵ�׃�����Ķ��_�����Ӳ��ϡ����ӷ������ۺϱȣ�ͨ�^(gu��)���ӹ�ˇ�u(p��ng)���_�����ӹ�ˇ����(sh��)������(y��n)���u(p��ng)����ˇ����(sh��)���ӣ����C�a(ch��n)Ʒ���Ϙ�(bi��o)��(zh��n)���O(sh��)Ӌ(j��)Ҫ��(sh��)�`�C���������u�O�廡������ERNiCr-3���z���������ϣ�����15CrMo�c304���P���ȫ���У����Ա��C���^�����|(zh��)����