�X�Ͻ������}�_�����ݗ���ۻ��ӳߴ电ֵģ�M�о�
���������}�_�������������^�����ۻ��ӳߴ��Ǹ���Ч���ĺ���ָ��֮һ��ᘌ������в�ͬ������r���l�ĜضȈ����ڻ�����r�M���˷����о���ͨ�^���ضȈ�׃���ȽY���ķ������l�F�H����ݗ�մΔ�������Ч�����ۻ��ӳߴ硣�ڿ����ʡ�ݗ�Օr�g�Ȳ�׃����r�¿��Ԍ����ߵ�����ֲ��M�п��Ɓ팍�F�ۻ��ӿ��ơ�������ֱ���۽��ķ����@ʾ���߳ߴ猦�ۻ��������ی������^��Ӱ푣������S�����������МpСڅ�ݣ��ی��t��һ������ֱ���������ֵ��ͬ�r�l�F�������������ֲ��ǫ@���ض��۳سߴ����Ч������
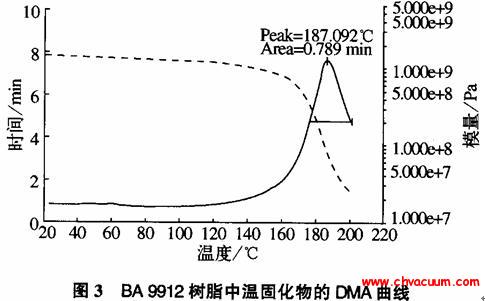
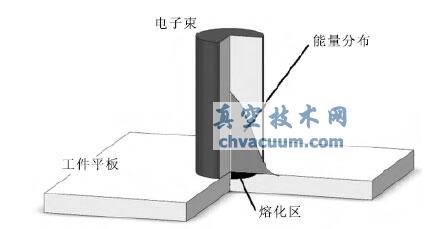
����������������}�_�����(high current pulsed electron beam��HCPEB) ����һ�N�����ܶȟ�Դ���V�����ڲ��ϵı���̎����ԓ���gͨ�^����������}�_�r�g�������ݗ�������ڲ��ϱ��棬�l�����ټӟ����s�������������ı���ۻ������������γ�һ�������ۻ��ӡ�ͬ�r�ӟ���s�^�����l�đ�������������ϱ��׃�Σ��Ķ�������ı���������á�HCPEB ���Եı��|�������ݗ�ջ��w�a�����ҵğ�����ϣ���˿���ͨ�^�����ğ�����ģ�M���о��@�N������Ե�Ч����Markov �����Ƚ����ˏ����}�_������Z���ڽ��ٲ��σ����l�ĜضȈ�����ģ�ͣ�Proskurovsky ���M����Ԕ���ķ���Ӌ�㣬�o���˲��ϱ�Ӝض�׃���^�̼�������B�����B������W���طf���M���˴���ϵ�y���о��������Ա����ۿ��γəC�������ԛ_����������r�M���˼��µķ��������
����ʹ�Ï����}�_������M�б���̎��r�����ϱ����ۻ��ӵĺ���ǿ���ָ��֮һ���Еr�ڿ����ۻ��ӌ��ȵ�ͬ�r����Ҫ�@���^����ۻ���ȡ������O������������r�£���������������y���������@�N��r�£���Ҫ���������g�����M���{�ء���̎��l�����ƣ��ӟ��ۻ��^���y�Ԍ��r�^�y���{������ռ��g�W(http://203scouts.com/)�J����˽����������^��Ԕ�飬�����Լ��X���������Ô�ֵģ�M�ķ�ʽ������ϼӟ���s�����W����������ݗ�մΔ�����׃�����ֲ���r�Ȍ��ۻ��ߴ��Ӱ푣��錍�H���a�ṩһ���ą�����
1��Ӌ��ģ��
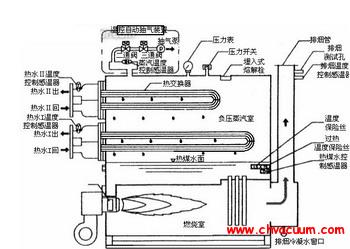
����������c���ϵ��������Ҫ�ǟ���������������ӹ��^�̿����Ãȟ�Դ�����ģ���M�����������O�������|������ͬ�ԡ����S�������£�����������ֲ��P���S�Č��Q����D1��ʾ����˿Ɍ��ضȈ���������S�S���Qģ�͡�
�D1 �����}�_������������ģ��ʾ��D
�������IJ�������ַ��M�ж��S���Q�ضȈ�ģ�M����������̿���������

�������У�T �鹤���ضȣ�T0 ��h���ضȣ�ρ��c��κ�քe����ϵ��ܶȣ��ȟ�͟����ϵ������c��κ��ضȵĺ�����L��R �քe�����w���ϵĺ�ȺͰ돽��z ��r �������˅�����W �������ݗ���^���У���λ�w�e�����چ�λ�r�g�����յ�������Lm ����׃����헡�
����������������^�L���x��ݔ�M��������ܶȷֲ�ͨ���M���˹�ֲ�����D2a ��ʾ����ͬ����ֱ���µķֲ���ʽ�J�����һ�¡�������ڲ�������һ������̣�������������Ͱв��ܶțQ���������Y�ϣ��������̵�����֮һ̎�ИO��ֵ��������������ڲ��ρ�����������e�ֲ�����λ�w�e�����������S����Ʒ��ȵķֲ��ý�ʽ(5)�M�ДM�ϣ���ʽ��D2b����ռ��g�W(http://203scouts.com/)�J��Ӌ��r���Թ̑B��׃���ضȵ�Ӱ푣��ۻ������Üض��a����̎����
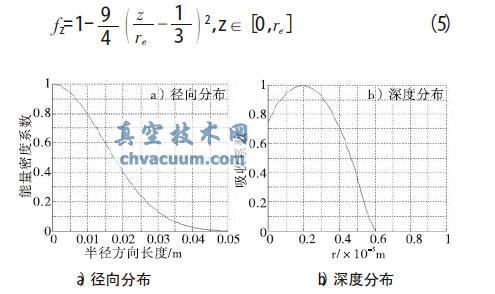
�D2 ����������ֲ���r
�������IJ��ý����[ʽ��ַ�������(1)�M����⣬����ͬ����ֱ������ͬ�����ֲ���ʽ�������ܶ�4J/cm2�����������늉�27kV���}��0.8μs ������������Xƽ������M��ݗ���^�̵ķ��档
2���YՓ
����ͨ�^���N���ܵĿ����ֶ��M�з���ģ�M���@�����½Y����
����a��ͨ�^����ݗ�մΔ�������Ч�������������ۻ����ΑB��
����b��ͨ�^�۽��������ֶ���һ�������ȸ�׃���������ֱ���܉F�ۻ��ӳߴ�Ŀ��ơ����Ǒ�ԓ������������M��֔���x����ֱͬ���ߴ�Ĺ�������Ҫ�x��ȝM���ۻ����ȣ��ֱM�����_�������������߳ߴ硣
����c����׃��������ܶȷֲ���һ�N�����ۻ��ӳߴ����Ч�������ɫ@���ض��ߴ�ľ�����Ԍӡ�