���P���ձ��ر����a(ch��n)��ˇ����
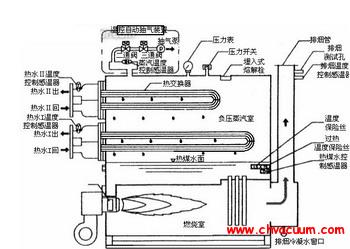
�������P䓱��ر��Ƀ�(n��i)���p�Ӳ��P�������ɣ����ú��Ӽ��g(sh��)�у�(n��i)đ���⚤�Y(ji��)����һ��������ռ��g(sh��)�у�(n��i)đ�c�⚤�ĊA���еĿ՚�o��������_(d��)����ձ��ص�Ч����

���P䓱��ر�
�������P䓱��ر������c(di��n)픲����w���ܷ��(y��n)��(sh��)����ս^�����ʹ�b�ڃ�(n��i)����ˮ��Һ�w�Ӿ�ɢ�ᣬ���_(d��)�����ص�Ŀ�ġ����ر��Ǐı���ƿ�l(f��)չ�����ģ�����ԭ���c����ƿһ�ӣ�ֻ���˂�?y��u)��˷����ƿ���ɱ��������Ă��������N;����ݗ�䡢��(du��)���͂��f�����ر���(n��i)�yɫ�ı�đ�ܷ����ˮ��ݗ�䣬��đ�ͱ������������������Ă��f�������ׂ��f������ƿ������ֹ�ጦ(du��)����

���P䓱��ر����a(ch��n)��ˇ����
һ���⚤�ӹ�����
��������I(l��ng)��—���—Û��—�ֶ�—Û��—�L�н�—�s��—���—�_��—ƽ�Ͽ�—�_��—ƽ��—��ϴ���—�z�(y��n)�ÿ�—�ϸ��⚤��
������(n��i)���ӹ�����
������(n��i)���I(l��ng)��—���—ƽ��—Û��—�L�Ͻ�—ƽ�Ͽ�—ƽ��—�L�ݼy—��ϴ���—�z�(y��n)�ÿ�—��(du��)��—ԇˮ�z©—���—�ϸ��(n��i)đ��
�����⚤�̓�(n��i)���b������
�����䱭��—����—���е�—����—�z���ں���—�е��c(di��n)�����℩—�oβ��ռ��g(sh��)�����—�y(c��)��—늽�—����—�y(c��)��—�z�(y��n)����—�����—����—��z�y(c��)��—�z�(y��n)����—�zӡ—���b—��Ʒ��졣
���P䓱��ر����a(ch��n)��ˇ��(ji��n)Ҫ�f��

����1����ܣ���܇����Ҫ��ߴ��(zh��n)�_�����r(sh��)�l(f��)�F(xi��n)����Ʒ���ϏU��������Ҫ����a(ch��n)�����ӡ����c(di��n)�����c(di��n)����(b��o)�UƷ��
����2��ˮÛ����ˮÛ���C(j��)��Ҫ��ע�������У��r(sh��)��ע��a(ch��n)Ʒ�İ��ӡ��ߴ硢�Π��Ƿ����Ҫ��
����3���ֶΣ��Ãx��܇����ˮÛһ�����Ķ���(g��)�⚤��ࡣҪ��ߴ��(zh��n)�_����ھ��oȱ�ڡ�ë߅��
����4��Û�Σ��ôC(j��)���⚤�Ĺ��Ӻ�̎Ҫ�cģ�ߵĺ�̎����(du��)��(y��ng)��Ҫ��ע�������У����⚤�Ĺ��Ӻ�̎Ҫ�cģ�ߵĺ�̎����(du��)��(y��ng)���r(sh��)��ע��a(ch��n)Ʒ�İ��ӡ��ߴ硢�Π��Ƿ����Ҫ��
����5���L�нǣ���܇������ͨ�^Û���⚤�ă�(n��i)���Π�̎�Ķ�߅�ǝL�����ϳߴ���
����6���s�ף���܇������ͨ�^Û���⚤�A���ڿs�����ϳߴ�Ҫ��Ҫ����a(ch��n)�����ӡ����c(di��n)�����c(di��n)����(b��o)�UƷ��
����7����ף���܇�����ѿs�^���⚤�ڸ�����(bi��o)��(zh��n)�ߴ硣Ҫ���ھ��oȱ�ڡ��oë߅��
����8���_���С���C(j��)�ϰ��⚤��̎�ĺ��ӿp���⣬�ں��ڕr(sh��)����(hu��)������ʹ����ƽ������
����9���⚤ƽ�Ͽڣ���܇����ƽ�ھ��oȱ�ڡ��oë߅��
����10���_�ף��É��C(j��)���r(sh��)��ע��a(ch��n)Ʒ�İ��ӡ��ߴ硢�Π��Ƿ����Ҫ�_���ײ��Ƿ����ѿp��
����11��ƽ�ڣ��Ãx��܇��ƽ�ھ��oȱ�ڡ��oë߅��
����12��ƽ�ܣ��Ãx��܇��ƽһ�^�ܿڣ�ƽ�ھ��oȱ�ڡ��oë߅��
����13���L�Ͻǣ���܇������Û�κõă�(n��i)đ����̎�L�����ϳߴ�Ҫ��
����14����(n��i)đƽ�Ͽڣ��Ãx��܇��ƽ�ھ��oȱ�ڡ��oë߅��
����15���L�ݼy���Ì����ݼy�C(j��)���{(di��o)���ݼy��\���ϳߴ�Ҫ��
����16����ϴ��ɣ��у�(n��i)đ���⚤��ϴ�Ƀ�����ɡ�
����17���z�(y��n)�ÿӣ��z�(y��n)��(n��i)đ���⚤�Ƿ�ϸ��а��ӡ����c(di��n)����ƽ������Ҫ��
����18����(du��)�����у�(n��i)đ�c��(n��i)��(du��)��������Ҫ�ӵĺ��p�⻬���o©�����o���ӡ�
����19��ԇˮ�z©���ь�(du��)���õă�(n��i)đ���ԇˮ����(du��)���p�Пo©������©��ϸ�
����20���䱭�ڣ��у�(n��i)đ���⚤��һ�𣬱��ں�ƽ��
����21�����ں��ף��_�����ڵ����A�����o���c(di��n)��������©���c(di��n)��
����22���c(di��n)�����е׃�(n��i)�c(di��n)�������℩���c(di��n)���ϵ����℩�����24С�r(sh��)��(n��i)ȥ�����Ч������t��(hu��)�oЧ��
����23�����еף��Ѻ��ÿڵı������c(di��n)�������℩���еף����c��ƽ����
����24���z���ں��ף���(du��)���ÿڵı��M(j��n)�Йz�(y��n)�������Ƿ���©�������ں����û���������ԭ��ı���
����25������գ��oβ��ռ��g(sh��)����(y��n)���ճ����(bi��o)��(zh��n)��(zh��)�С�
����26���y(c��)�أ��z�(y��n)���Ƿ���գ���������ձ���
����27��늽⣺����f(xi��)늽⣬Ҫ��(n��i)늽�������oˮӡ���S�c(di��n)��
����28�����⣺Ҫ���⚤���ü�(x��)ā�Ҽy·������ƽ��������
����29���z�(y��n)���⣺���������ı��Ƿ����Ҫ���õ�Ҫ����������
����30������ף���(du��)����õı�������ף�Ҫ��ƽ����
����31���������f(xi��)���ᣬ�ɫ��ӣ�Ҫ��������ι̣������е��ᡢ���c(di��n)�ȡ�
����32���z�(y��n)�����(du��)�����ı��Ƿ���χ���Ҫ���õ�Ҫ���������ᒁ�⣬�õ���һ������
����33���zӡ����Ҫ��zӡ���̘�(bi��o)LOGO��Ҫ�������D����(bi��o)־����С���ɫ��λ����ӣ��zӡ��(bi��o)���z��ճ���£���ָ�ײ����£����Խzӡ�����Ҫ�ú�����^��
����34�����b��