�F����ˇ��(du��)Ni/BNi7+Cu9%�F�p�M�����@Ӳ�ȵ�Ӱ�
�������˸���Ni ���F���F�����^��Ӳ�Ĺ����M�������IJ���BNi7 + 9% Cu ��(f��)���F�ό�(du��)����M(j��n)������F�����Y(ji��)������: �ض�Խ�ߣ��g϶Խ�U(ku��)ɢӰ푅^(q��)Խ���F�p�^(q��)�@Ӳ��Խ�ͣ��U(ku��)ɢӰ푅^(q��)�@Ӳ��Խ�ߡ���(d��ng)�F�����^�g϶��30 μm���ض�960��r(sh��)���F�p���^��Ҫ�ɵȜ����̅^(q��)���ǵȜ����̅^(q��)�͔U(ku��)ɢӰ푅^(q��)�M�ɡ��Ȝ����̅^(q��)�鸻( Cr��Cu) ��γ( Ni) �����w���ǵȜ����̅^(q��)��γ( Ni) + Ni3P �����M�����U(ku��)ɢӰ푅^(q��)�������Ĺ����M����γ( Ni) �����w�����ض�980��r(sh��)���F�����^�������ĵ�Ni3 P�M���͔U(ku��)ɢӰ푅^(q��)��γ( Ni) �����w�M�ɡ���(d��ng)�F�����^�g϶��100 μm �r(sh��)����U(ku��)ɢӰ푅^(q��)�ķ���Ҫ��30 μm �Ĵ���960��r(sh��)���F�p��䲻�ã��кܶ����
����懻�ϵ���F���F�����^���Џ�(qi��ng)�ȸߡ������������g�������Ǿ��Ѓ�(y��u)���ĸߜ����ܣ����V�����������a(ch��n)�Π��(f��)�s�������l�����ӵĸߜؽM���У��e�ں��ա������I(l��ng)��(y��ng)��ʮ�֏V����Ȼ��懻��F���к����^���B��Si ��Ԫ�ؽ���Ԫ�أ����γɴ��Թ����M������ʹ�F�p׃�࣬Ҳ���Ѽy�a(ch��n)����Դ�^�����˜p�ٹ����M����(du��)�F�p��Ӱ푣�������(hu��)���L���ؕr(sh��)�g���M(j��n)��ʹ���γɴ��Թ����M��Ԫ�س��?j��n)Uɢ��
����ʯ���Ȳ���BNi2 �F�ϣ���(du��)GH738 �cGH4169懻��Ͻ��M(j��n)������F�����l(f��)�F(xi��n)�S�����ؕr(sh��)�g�����L���F�p�����w�ĺ������ӣ���(d��ng)����45 min �r(sh��)�õ��֞�����w���F�p��M. Pouranvari �Ȳ��÷Ǿ��B(t��i)���g��Ni-Si-B( MBF30) ��(du��)GTD-111 懻��ߜغϽ��M(j��n)��˲�B(t��i)Һ���B���ڱ���75 min ��ɫ@����ȫ�Ȝ����̵Ĺ����w�M�����M���L�r(sh��)�g���،�(du��)�γɹ����w���������nj�(du��)������(d��ng)�ԘO�ã���(du��)ĸ�����g�^С��BNi7 �F�ρ��f��ͨ�^�L�r(sh��)�g�����_(d��)����ȫ�����Dz��܌�(sh��)�F(xi��n)�ġ����Ԟ��˽���BNi7 �F����P Ԫ�،�(du��)�F�p��Σ�������������~����٣�ʹ�����w�������ӣ�ͬ�r(sh��)���ʹ�Ӳ��Ni-P �����M������������F�p�M�������ܡ�·�Ľ�������k���ϵ�F���м����m�����~����������ʹ�F�ϵ����c(di��n)������׃������߀�������ӽ��^��(n��i)�Ĺ����w���p���F���еĽ����g���������������F�p�����g�ԡ�
�������IJ���BNi7 �F�Ϻͼ�Cu ��ĩ�Ƴɏ�(f��)���F�ϣ���(du��)����M(j��n)������F�����о���ͬ���F������(sh��)��(f��)���F���γɃ�(n��i)���M�����@Ӳ�ȣ�ͬ�r(sh��)�˽�ضȌ�(du��)懻��F�ϽM���ֲ���Ӱ푡�
����1����(sh��)�(y��n)
����BNi7 �F����Ni-Cr-(P) ϵ�F�ϣ���Ni-Cr-P ��Ԫ�����M�����仯�W(xu��)�M�����1 ��ʾ���������c(di��n)��888�棬�m���F���ض���927 ��1093��֮�g����(d��ng)����9% Cu �r(sh��)����(j��ng)��փx�y������(f��)���F�ϵ����c(di��n)��898�档
��1 BNi7 �Ļ��W(xu��)�ɷ�
![]()
��������BNi7 �F�Ϸ�ĩ�ͼ��~��ĩ�����Ƴ��|(zh��)���Ȟ�91�� 9 �ď�(f��)���F�ϣ��x�����ĸ�ģ���ߴ��20mm × 10 mm × 3 mm������F��ǰ��������ɰ����ĥ��ͨ�^������ϴ15 min��Ȼ�ɉKĸ���b��ɴ�ӽ��^�����g�ú�Ȟ�30 μm 懲�Ƭ�����F���g϶����D1 ��ʾ�����������z�̶��F�ϡ��F��ԇ�(y��n)��KJL-1 �Ͷ�ܿƽ�����F���t���M(j��n)�У���ն���5× 10-3Pa���F����ˇ�քe�飺�ض�960�桢�F�����^�g϶30��100 μm�����ؕr(sh��)�g��30 min���ض�980�桢�F�����^�g϶30��100 μm�����ؕr(sh��)�g��30 min��ԇ�(y��n)�����S�t��s��ʽ��ͨ�^VHX-600 �ͳ������@�R��(du��)�F�����^�M���M(j��n)���^�죬��ͨ�^����S-3400 ������R( SEM) �����V�����x��(du��)���^�ijɷ��M(j��n)�з��������ͨ�^HXD-1000TMC ���@Ӳ��Ӌ(j��)��(du��)���^�M(j��n)���@Ӳ�Ȝyԇ���d��0. 245 N�����d�r(sh��)�g15 s��
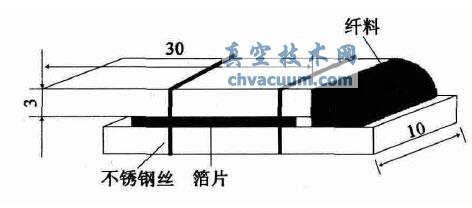
�D1 ԇ���b��ʾ��D
����3���Y(ji��)Փ
����(1) ��懻��F��BNi7 + 9% Cu �F����懕r(sh��)����(d��ng)�F�����^�g϶��30 μm���ض�960��r(sh��)���F�p���^�Ƀ�߅��Cr��Cu ��γ(Ni) �����w�����g��γ(Ni) + Ni3P �����M���Լ��U(ku��)ɢӰ푅^(q��)�����Ĺ����M����γ(Ni) �����w�M�ɣ����ض�980��r(sh��)���F�����^�������ĵ�Ni3P �M���͔U(ku��)ɢӰ푅^(q��)��γ(Ni) �����w�M�ɡ�
����(2) ��ͬ�Ĝض��£��g��Խ�U(ku��)ɢӰ푅^(q��)Խ����ͬ���g���£��ض�Խ�ߣ��U(ku��)ɢӰ푅^(q��)��Խ���g��Խ��(n��i)�������w�ĺ���Խ�࣬Խ�����γ��B�m(x��)�Ĺ����M����Խ�������F�p�����W(xu��)���ܡ�
����(3) ��ͬ�F������(sh��)�µ��F�����^�@Ӳ�ȵķֲ��������g�߃�߅�͡���ͬ�F�����^�g϶�£��F�p�^(q��)�ض�Խ�ߣ���Ӳ��Խ�ͣ��U(ku��)ɢӰ푅^(q��)ǡ���෴����ͬ�ض��£��F�����^���@Ӳ���g��Խ��Ӳ��Ҳ��Խ�͡�









