��Ҋ���ķN���|�V�z©���ęz�yԭ������ȱ�c���z�y�˜�
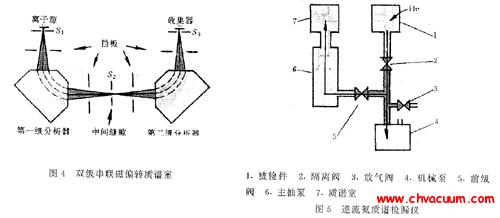
�������|�V�z©�������ú��|�V�z©�x�ĺ��։����y��ԭ�������F���z���ĺ�й©���y���������z���ܷ����ϴ���©�וr��ʾ©���w���⼰�����ɷֵĚ��w������©��й����й©�����Ě��w�M�����|�V�z©�x�����ں��|�V�z©�x���x�����R�e�������H�o�����w�еĺ���։�����ֵ̖���ګ@�ú�����ֵ̖�Ļ��A�ϣ�ͨ�^�˜�©�ױȌ��ķ����Ϳ��ԫ@��©����й©����
���������z©�^���е�ʾ©���w���Aλ���c���z�����Pϵ��ͬ�����Ԍ����|�V�z©���֞���շ�������������Չ������ͱ�������������ռ��g�W(203scouts.com)�քe���Y���@�ķN���|�V�z©���ęz�yԭ������ȱ�c���z�y�Ę˜ʡ�
��շ����|�V�z©
����������շ��z©�r����Ҫ�����o����ձ���z©�x�����z�aƷ�Ȳ��ܷ��ҳ���գ����ú��ֻ��ķ����ڱ��z�aƷ�����ʩ���⣬�����z�aƷ������©�וr������͕�ͨ�^©���M�뱻�z�aƷ�Ȳ������M�뺤�|�V�z©�x���Ķ����F���z�aƷй©���y��������ʩ©���w�����IJ�ͬ���ֿ��Ԍ���շ��֞���Շ���������պ��ַ���������Շ��������Ç����ķ�ʽ�z�aƷ����懊�����⣬���Ԍ��F©�ľ��_��λ; ��պ��ַ�������һ�����]���ܵĺ������z�aƷȫ�������������փȳ�Mһ����ȵĺ��⣬���Ԍ��F���z�aƷ��©�ʵĜy����
������շ��ă��c�Ǚz�y�`���ȸߣ����Ծ��_��λ���܌��F����������s�Y���aƷ�ęz©��
������շ���ȱ�c��ֻ�܌��Fһ����≺���©�ʙz�y�����ܜʴ_��ӳ�������z�aƷ���挍й©��B��
������շ��ęz�y�˜���Ҫ��QJ3123-2000�����|�V��ՙz©��������GB /T 15823-2009����й©�z����Ҫ����������ܷ�����Ҫ�������������ĮaƷ������g��Ӳ�����Һ���܇���h��ģ�M�O��ȡ�
���������|�V�z©
���������������z©�r���茦���z�aƷ�Ȳ��ܷ��ҳ������һ����≺���ĺ��⣬�����z�aƷ������©�וr������͕�ͨ��©���M�뱻�z�������܇����h���У��ٲ��������ķ�ʽ�z�y���z�aƷ�܇����h���еĺ������������Ķ����F���z�aƷй©�y���������ռ����ⷽʽ�IJ�ͬ���ֿ��Ԍ��������֞������������������۷e���������������������Ùz©�x���������z�aƷ������M�В���̽�飬���Ԍ��F©�ľ��_��λ; �����۷e��������һ�����]���ܵĺ������z�aƷȫ�������������Ùz©�x�����y��һ���r�g��ǰ��ĺ��փȺ�����׃���������F���z�aƷ��©�ʵľ��_�y����
�����������ă��c�Dz���Ҫ�o�������ϵ�y�����Ծ��_��λ�����F�κι��������µęz�y��
������������ȱ�c�Ǚz�y�`�����^�ͣ��z�y�Y�����_���ȴ��ܜy���h���l��Ӱ푴�
�����������ęz�y�˜���Ҫ��QJ3089-1999�����|�V�����z©��������QJ2862-1996�������������p���|�V�����ֺЙz©ԇ��������Ҫ�����ڴ��ݷe�߉����]�����aƷ�ęz©����߉�����ƿ��œ�T�z©�x�ȡ�
��Չ��������|�V�z©
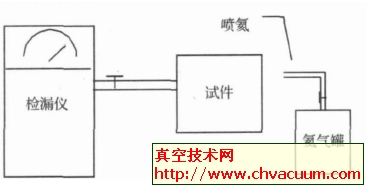
����������Չ������z©�r����Ҫ�����z�aƷ���w��������ܷ��҃ȣ�����ܷ����c�o�����ϵ�y�͙z©�x���B�����z�aƷ�ij��ӿ�ͨ�^�B�ӹܵ���������ܷ��Һ����c����Դ���B�������z�aƷ������©�וr������͕�ͨ�^©���M������ܷ��ң����M�뺤�|�V�z©�x���Ķ����F���z�aƷ��©�ʵĜy����
������Չ������ă��c�Ǚz�y�`���ȸߣ��܌��F�κι���������©�ʙz�y����ӳ���z�����挍й©��B��
������Չ�������ȱ�c�Ǚz©ϵ�y���s����Ҫ�������z�aƷ���ݷe���Π��OӋ����ܷ��ҡ��@����Ҫ�f���ڙz©�^��Ҫ��_�����ܵ��ӿڟoй©�����߲�ȡ����ĽY���OӋ�����г��ܵ��B�ӽӿڷ���������ܷ����ⲿ��
������Չ������ęz�y�˜���GB /T 15823-2009����й©�z����Ҫ�����ڽY�����Ρ����������e�ߵ��ܷ�aƷ����늴��y���߉����ܵ������M���A�䡢�쾀������C�����ǮaƷ�ȡ�
���������|�V�z©
�������ñ������z©�r�����Ȍ����z�aƷ���ڸ߉��ĺ������У����ݔ�С�r���죬������z�aƷ������©�ף������ͨ�^©���뱻�z�aƷ�Ȳ��ܷ�ǻ�У�ʹ�Ȳ��ܷ�ǻ�к��։���������Ȼ��ȡ�����z�aƷ��������Ě���ⴵ�����ٌ����z�aƷ�����c�z©�x���B����������ȣ����z�aƷ�Ȳ��ܷ�ǻ�ȵĺ����ͨ�^©��й©��������������M�뺤�|�V�z©�x���Ķ����F���z�aƷ��©�ʜy�����z©�x�o����©��ֵ��y��©�ʣ���Ҫͨ�^�Q�㹫ʽӋ������z�aƷ�ĵ�Ч�˜�©�ʡ�
�����������ă��c�Ǚz�y�`���ȸߣ��܌��FС���ܷ������aƷ��й©�z�y�������M���������z�y��
������������ȱ�c�Dz����M�д����ܷ�������©����t�����ܷ�ǻ�w�ݷe̫���¼Ӊ��r�g̫�L�����⣬ÿ���y��©�ʶ������ɂ���Ч�˜�©�ʣ��ڼ��z��ɺ�߀��Ҫ�������������M�д֙z���ų���©�Ŀ��ܡ�
�����������ęz©�˜���Ҫ��QJ3212-2005�����|�V�����z©��������GJB360A-1996����Ӽ�늚�Ԫ��ԇ������112 �ܷ�ԇ����Ҫ�����ڸ��N���Ԫ�����aƷ�z©��