�߉������·�ò��P䓽�ֹ�y
������B��һ�N���߉���ͨ�����P�������ֹ�y�ĽY�����c����Ҫ���g�����������x�ú�ԇ�M���˽�ֹ�y����������Ӌ�������
1������
�������ڸ߉�����Ĺ�·�c�y�T��������ļ��gҪ������o늡��y�T�����̓ȱ�����Π�����x���ܷ����OӋ���y����y�U�ķ��D�Y���ȶ�Ҫ���^�ߡ�Ŀǰ���Ƶĸ߉���ͨ�������ֹ�y�������x�����ˠ��Ͻ���ϣ��r���F�����Ľ�B��һ�N����GB16912-2008��IGCDOC13/02/E��Ҏ���ĸ��N�l���OӋ�����߉���ͨ�����P�����ֹ�y��
2����Ҫ���gָ��
�������Qͨ����DN250
�������Q������15MPa
�����������|��99.5%����
���������ضȡ�-10��50��
�����Y����ʽ����ʽ
���������������12MPa
�������H�����������27.5kg/s
3���Y��
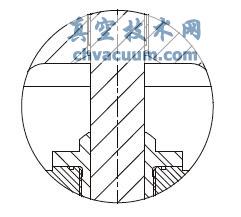
�������Ƶ�DN250��900���������ֹ�y(�D1)�����ӡ���������϶�ͨ���¶��Ś�r�y�T̎���P�]��B�������y����y���ܷ���ĉ��o׃�Ό����|���]����ڡ��������϶��Ś��¶�ͨ��r�y�T���_���y����г�ͨ�^���ܷ���λ�����C����֧�����A��ɂ����ڣ������S�r�������M�Љ��o����Ͳ���y�����ܷ���ý����p�@�|�ܷ⡣
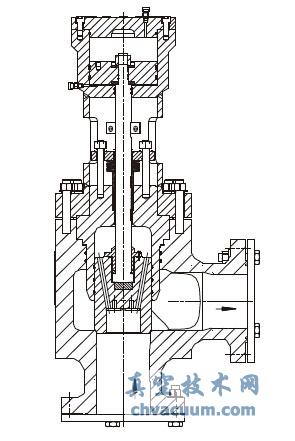
�D1�������ֹ�y
����3.1���y�w
�����y�w�Y�������bʽ�����bʽ���Ծoʽ�ȡ����bʽ�����bʽ�y�w�ܽ��|�����^��ͨ��ʹ���ڹ��Q���������^26MPa���y�T�����bʽ�y�w�m����ֱͨʽ����ʽ��ֱ��ʽ�ȽY�����y�T�����bʽ�y�w�ڸ߉���r��ͨ��ֻʹ���ڽ�ʽ�y�T�С����bʽ�y�w�^����Q�y���c�y�w�Ĺ̶����}�������y���İ��b���S���Q���Ծoʽ�y�w�Y��ͨ��ʹ���ڸ߉���r��һ�㲻С��26MPa���������Ծoʽ�y�w�Y��������ļӹ����Ⱥ��b�似�g���^�ߵ�Ҫ���]������ƽ��ʽ�Y�����������y�е͉�ʹ�ù��r�������y�w�������bʽ�Y����
����3.2���y��
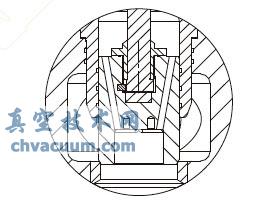
�����߉���ֹ�y�ܷ⸱�x�ý����ܷ⡣���õĽ����ܷ�Y����ƽ���ܷ⡢�F���ܷ�;��ܷ⡣ƽ���ܷ�Ĺ�ˇ�Ժã��y�ꌧ��Ҫ�ߡ��F���ܷ�;��ܷ���y��t��Ҫ���ܶ�λ�������ڽ�ֹ�y����Ͳ���Ԟ��y���ṩ�ܺõČ����y���x���F���ܷ⣬�ܷ�����F�Ǟ�30°����������y�����ܷ��Ժ͉�������Ҫ���y����y�����ܷ����M�жѺ�����ĥ����Ѻ��rҪ�M�к�ǰ�A��ͺ����̎�����ʌ��y���c�y�w�OӋ����wʽ�������y���϶Ѻ����ٌ��y�����ӵ��y�w��(�D2)��

�D2�������ֹ�y�y���Y��
����3.3���y����y�U���D
�����y�U���D���Ãɂ����D�A���һ���I�c�y�Uͨ�^��ᔾo�̣���һ�����D�A����������D��˨�U�c�y�w֧�ܵČ�������(�D3)���_���y�Uֻ���M�������Ƅӣ������l�����D���y����y�Uͨ�^�i�o��ĸ�B�ӣ��i�o��ĸ���y��֮�gͨ�^���bһ����ᔌ��F���ɡ��y������һ��ͨ�^늻ӹ��Ŀף����а��b��һ���A���N���c�y�U�^��㊳���һ�����M����ϣ�ԓ�Y�����Է�ֹ�y���c�y�U֮�g�l���������D(�D4)��
����3.4���y�U�ܷ�
�����y�U�ܷ�������ϽY���������˜ʣ������x��6���������ķ���ϩV�����ϡ��y�U�����ܷ���ܕ����ض�׃����������׃��ĥ�p�͔D����ԭ����F�����ɳڬF�S�o�����r���ܕ����lй©�¹ʡ������ֹ�y���y�U�ܷ�Y���У����Î����Ώ��ɼ��d�Ļ��d���o�Y��(�D5)�����Ώ��ɿ���ʹ���ϱ��������㶨�ĉ��o�������������ܷ���F�ɳڻ��^���F���������ʹ�É��������L�S�o���ڡ�
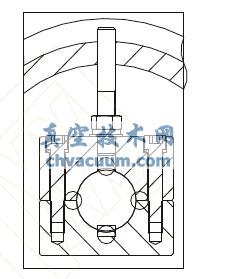
�D3���y�U���D
�D4���y����D
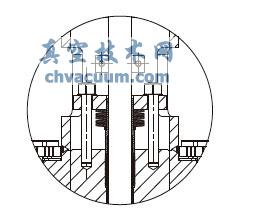
�D5���y�U�ܷ�
����3.5�����ܷ�
�������ܷ����y�Tȫ�_�r����ֹ���|�����Ϻ�̎�B©��һ�N�ܷ�Y����ͨ�������F���ܷ�������ܷ⡣���ܷ��y��ͨ���O���y�w���y�w�ϣ����ܷ��y��ͨ���O���y�U�ϡ����˽��ͳɱ��������ܷ��y���O���i�o��ĸ�ϣ��y�ꉺ�w�c�y��ͨ�^O��Ȧ���F�����ܷ⣬���˽Y�����y�ꉺ�w�c�y�U����һ�����g϶�����ܷ��y��Č����^����˲����F���ܷ⣬�ʲ��������ܷ�(�D6)�����ܷ��y�����y�w��ֱ�Ӽӹ������]���ܷ����^����120°�F�棬�y�ꉺ�w�ӹ������档
�D6�����ܷ�
����3.6�����o��OӋ
��������GB16912-2008������(����Һ��)�O�䡢�ܵ����y�T�ķ��m�B�Ӻ��ݼy�B��̎�������ý��ٌ�����ӣ�������葪С��0.03Ω�������ռ��g�W(http://203scouts.com/)�J���y�T�OӋ�r���䷨�m�B��̎�A�����ٌ����ӿ�(��ᔉ���)�������y�T����·ϵ�y�B�Ӻ��m֮�g�Č�����ӡ�
4�������x��
���������y�T�У��c������|������x�����OӋ���P�I���e�Ǹ߉������y���OӋ�и���GB16912-2008��IGCDOC13/02/E��GB10877-89�Ș˜ʣ���������Կ��]�M���x�ġ�
����4.1�����ٲ���
�������������ý�ʽ��ֹ�y��������12MPa�����w����С��4.5m/s�Č��H���r�l�����y�w���y�w�x��304���ϡ��y�U����Ͳ�x�ó���Ӳ�����P�05Cr17Ni14Cu4Nb���y���x�ò��P�304[6]�����y���ܷ���Ѻ�˾̫���Ͻ�
����4.2���ǽ��ٲ���
����������|�y�еķǽ��ٲ�����Ҫ����N�ǽ����ܷ�������y�����Ͳ�Ą��ܷ⡢��Ͳ�c�y�w�g���ܷ���y�U�ܷ�ȡ��y�U�ܷ��������ʯī���ϻ���ķ���ϩ���y�����Ͳ�Ą��ܷ������ȼ���^�õķ����zO��Ȧ��PTFE����O��Ȧ������Ͳ�c�y�w֮�g���ܷ��x�ý����p�@�|�����y�w����Ͳ���y���c�y�w�g�������ܷ��x�������zO��Ȧ��
5����ϴ��ԇ�
���������ֹ�y����ϴÓ֬��HGJ202-1982�M�С��b��ǰ��������������Ȼ�̼����ﰺ��ϴ���ǽ�����������Ȼ�̼��ϴ�������ɡ��������⾀(���L��320��380nm����Դ��۹⣬���ܶ�������30cm�L�����_��5.0mW/cm2)�z�yÓ֬�����档Ó֬�ϸ������Ý����o�Ͱײ��������PĤ�Ȱ��b�ã��Է�������Ⱦ�����b���У����zO��Ȧ����֬�x�ÿ����W���|����֬7804��ʩ���ˆT�������Ƀ����������ϟo���ۣ������p�ֻ����Ƀ��o��֬���b��h�������o�ͣ����治���m���������С��75%��
����ԇ�r���M��Һ������ԇȻ��ֽ��y�T������Ҫ����ϴ��������b���M���ܷ���ԇԇ���|�����(99.99%)���y�Tԇ�ϸ�����ٴ��M��Ó֬̎���͙z�y���ϸ����b���S��
6������Ӌ��
��������ډ�����12MPa��������27.5kg/s��ʹ�ý��|�����⣬�M�н�ֹ�y��������Ӌ��(�D7)���y�w�������ȴօ^������С��4.5m/s��ֻ�ڭh��ǻ�c���������Ľ��R̎������ٞ�5.2m/s�����^��������ԭ������ǭh��ǻ�c�����������^�ɲ���⻬���OӋ�r����ԓ̎�����^�ɶΣ��ӹ��rҲ�茦ԓ̎�M�д�ĥ̎����
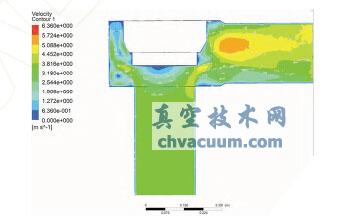
�D7����ʽ���y�ٶȷֲ�
7���Y�Z
�������߉������·�ý�ֹ�y���ڽY���OӋ�����w���ϵ��x���Ϸ������PҎ�����y�T�M�b�r������Ҫ���M��Ó֬�����ͺ����P�ęz�������á��y�T�ɱ��ͣ����ڿ��ƣ��ɝM�㹤�r�l����Ҫ��













