�\Մ�����Б�(y��ng)�۟��O(sh��)��l(f��)չ�Ď��c(di��n)����
�����Y(ji��)�χ�(gu��)��(n��i)��������۟��O(sh��)����о��ɹ��������������۟��O(sh��)��l(f��)չ�ķ����������ȷ���Ӱ��^������أ�������ˎN����^��ȵķ�����Ȼ���B�������Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�ϵ�����˼·��������B�ˑ�(y��ng)��CAE ���g(sh��)����������۟��^�̵ĬF(xi��n)�������δ��ᘌ�(du��)������۟��O(sh��)������l(f��)չڅ��(sh��)��
���������Б�(y��ng)�۟�����һ�Nͨ�^�Б�(y��ng)�ӟ᷽ʽ��Ϸְ�ʽˮ���~�����M(j��n)���۟����طNұ�������ڴ˷N�������۟��r(sh��)���ڵĽ��ٕ�(hu��)�����ں͵ײ��γ�һ�������� ���ԇ�(gu��)�Hһ��Q��Induction skull melting(ISM)��Ҳ�Ќ���Q��CCIM(Cold crucible induction melting)��ISM �O(sh��)�����۟�Ti��TiAl �Ͻ�Zr ���y�ۻ���ٕr(sh��)�����Ԝ�(zh��n)�_�����۟��l���������ռ��g(sh��)�W(w��ng)(http://203scouts.com/)�J(r��n)��ISM �O(sh��)�䲻�����۟��طN���ٷ���õ��ˑ�(y��ng)�ã�߀�ڶ������̡��F���Ʒۡ�����a(ch��n)�I(y��)���ˏU��̎���ȶ���(g��)����õ��˰l(f��)չ�����ăH��(du��)������۟��O(sh��)��l(f��)չ������(ji��n)ҪՓ����
����1������^���
�������������۟��r(sh��)���^���һֱ�ԁ�����һ��(g��)���Ć��}������ISM �O(sh��)����^���һ��ֻ�ܾS����10�浽20������(Ti �Ͻ�)����˵͵��^���ʹ����Һ�ڝ��T�����r(sh��)׃�î������y����ǰ�����ÿ��ٝ��T�ķ�������(d��ng)Ȼ�@Ҳ����һЩ�������}����һ��ISM �O(sh��)��ͨ�^��(y��u)���O(sh��)Ӌ(j��)������۟��Դ���ʣ�һ���̶��Ͻ�Q�˴����²���(w��n)���Ȇ��}��ʹ�^����ᵽ��33��~62��(ᘌ�(du��)��ͬ��խh(hu��n)��������ͬ)��

�D1 VISF-5 ��������۟��O(sh��)��
�������۸�Ti �r(sh��)����(hu��)���F(xi��n)��(d��ng)�Ӵ��ʕr(sh��)�����w�Ĝض����ߺ�С����ˮ�s�������ߵ���r���P(gu��n)�ڴˬF(xi��n)����Ҫ����?y��n)��S�����w�ضȵ����ߣ�����(g��)���ϵ�y(t��ng)څ�ڟ�ƽ�⣬�������ʺ���ˮ�ϣ���һ�������ڜض�����ʹ���w��������Ķ�ʹ���w���ؾ�����V. Bojarevics ���ˌ�(du��)��Ҳ�����^�о����l(f��)�F(xi��n)�Ӵ��ʺ��pʧ��������������^55%�����o����(sh��)�(y��n)��(sh��)��(j��)�D(�D2��3)��
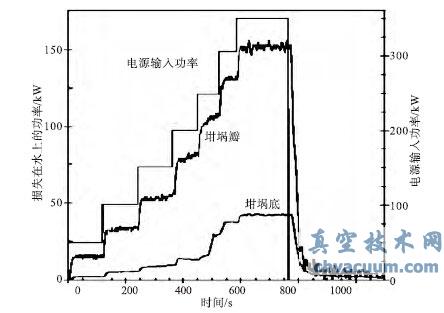
�D2 ����ݔ���c�pʧ(TiAl �Ͻ�)
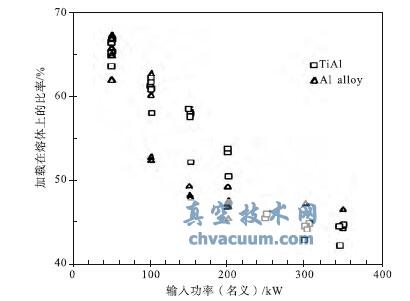
�D3 �۟�Al ��TiAl �Ͻ�r(sh��)������O(sh��)���Ч��
�������늻������t60��-200���^��ȣ�ISM�O(sh��)����^��Ȍ�(du��)�ںܶ�r߀��ƫ�͡���ij�N�̶����v�^��ȵ͵Ć��}������ISM ��O(sh��)��������ͻ����ձ黯��һ���ϵK��
������(gu��)��W(xu��)��ͨ�^��(sh��)�(y��n)�c�����J(r��n)����Ҫ�ğ�pʧ�����~����(��)��?f��n)����c���w��(n��i)���������ɹ�ʽ��
�����ɴ˹�ʽ���Կ�����ͨ�^��Ч�{(di��o)�����w��(n��i)��������B(t��i)�M(j��n)�����Ɵ�pʧ������o���ķ�������Ӵň�(ch��ng)��ͨ�^��Ӵň�(ch��ng)��pС���w��(n��i)����ߜ�����������ğ�pʧ���ķ����ĽY(ji��)���������Ɨl���£������40 ��ȵ��^��ȣ�Ч��ʮ�����@���D4�Ǽ�Al �۟��r(sh��)���dDC �ň�(ch��ng)��(du��)�^��ȵ�Ӱ푡�
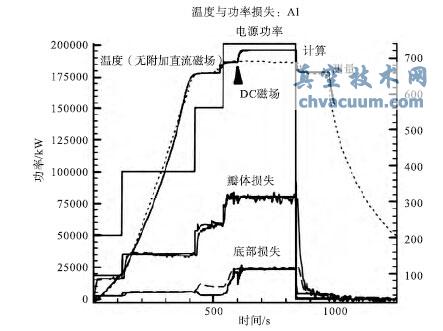
�D4 �۟�Al �r(sh��)��DC �ň�(ch��ng)��(du��)���w�ضȵ�Ӱ�
�����mȻ����(gu��)��W(xu��)�߃H�ڔ�(sh��)ֵӋ(j��)���c��Փ�����ό�(du��)������Փ����������(gu��)Consarc ��˾�B�m(x��)����ע��(c��)�c֮���P(gu��n)�Č������g(sh��)����Ҋ��(gu��)�˾��(du��)�˷������^���á�R.A.Harding ��������^һ�N�t��(n��i)�A(y��)�ӟ�ģ���A���T��(Tilt Casting)�ķ�ʽ���˷��ڬF(xi��n)���^�����r�£���Ч���TiAl �Ͻ��~Ƭ���T���|(zh��)�����˷����mȻ�]��ֱ������۟��^��ȣ����s�_(d��)���˽��Ƶ�Ŀ�ġ�ISM �c�x�Ӿ��(f��)���۟�(PIM)����ʽ���ڱ�����ӑՓ��
����2��չ��
����a����Ŀǰ�������S��ISM �O(sh��)��IJ�����죬���۟�ϵ�y(t��ng)�Y(ji��)��(g��u)�ϣ����ڃ�(n��i)����O(sh��)���y���F(xi��n)�ش���M(j��n)������һЩ��(x��)��(ji��)�ϵ����ơ�
����b����ռ��g(sh��)�W(w��ng)(http://203scouts.com/)�J(r��n)�����M(j��n)��CAE ����������g(sh��)��(hu��)��δ��ISM��(y��u)���O(sh��)Ӌ(j��)�аl(f��)�]Խ��Խ��Ҫ�����á�
����c��ISM �O(sh��)�����һ��l(f��)չ˼·�Ƕ��û�������ISM �۟�ϵ�y(t��ng)�M(j��n)�ж������̡��F���Ʒ۵ȡ�����O(sh��)����������ģ�K���O(sh��)Ӌ(j��)������(j��)�͑��Ĺ�ˇ�����rҪ�����ײ�ͬ�Ĺ���ģ�K���Ԍ�(sh��)�H���y(t��ng)�Б�(y��ng)�۟��c������۟��^�̡����^���͵����ձ��a(ch��n)�C(j��)늘I(y��)���a(ch��n)����ʽ��ոБ�(y��ng)�t�����ɸ���(j��)�Ñ�����(sh��)�F(xi��n)CC(��ͨ�T��)��DS/SC(��������/ �ξ�)�ȶ�N���ܡ�








