����Ժ�늻��t�����ٿ���ϵ�y(t��ng)����
����������Ժ�늻��t�O(sh��)���ɺ�늉��������������������ٿ���ϵ�y(t��ng)��ͨ�^��2000kg ����Ժ�늻��t�۟�⁺Ͻ�����a(ch��n)��ˇ���^�̅���(sh��)���a(ch��n)ƷҪ���M(j��n)����Ԕ��(x��)�������xȡǡ��(d��ng)?sh��)Ĕ?sh��)��(j��)�ɘ��㷨������õ�������ջ�늉�����ջ������⁺Ͻ��۟��ٶȵȹ�ˇ����(sh��)�g������P(gu��n)ϵ�ṩ�����õ�����(j��)��ͬ�r������Ժ�늻��t�Ŀ���ϵ�y(t��ng)�F(xi��n)��۟����g(sh��)�l(f��)չ���˾C������PLC �н�����늉�����������۟����ʵȵ�Ӌ�㹫ʽ�팍�F(xi��n)�O(sh��)���������ƻ�·���O(sh��)��ֵ��
������⁺Ͻ���۟������У�����Ժ�늘O�۟��������V����(y��ng)�á���������ɏĻ���⁺Ͻ������V����⁺Ͻ������T�V�����a(ch��n)�����۟��^�̘O���(f��)�s�������_�l(f��)���Ʋ�Ͷ��ʹ�õ�����Ժ�늘O늻��t���Ԅ��۟����Ʒ�ʽ�϶����늉����ƣ������۳��γɺ�ͨ�^����늻�늉���늻������ģ�M���ɼ���ͨ�^PLC �����\(y��n)�����늘O�������\(y��n)�ӣ��������۟��^�����_(d��)�������㶨�Ŀ���Ŀ�ģ������˲����ˆT�քӲ����������^����ه�����ˆT��(j��ng)�^�y��߿��Ʋ���(w��n)���a(ch��n)Ʒ�|(zh��)���Ć��}��
������Щ�꣬��������Ժ�늻��t���Ј��ж��_�ס��L�r�g��(w��n)���\(y��n)�У���늻��t�۟��C(j��)�������a(ch��n)��ˇ�����g(sh��)Ҫ�����Ҫ��ˇ����(sh��)�M(j��n)���˴����ķe�ۺ�����ķ������Y(ji��)��늻��t�Ĺ�ˇ���c(di��n)��������ԭ�к�늉�����ϵ�y(t��ng)�Ļ��A(ch��)�ϣ��O(sh��)Ӌ�������ٿ���ϵ�y(t��ng)�Č�ʩ��������ij��I(y��)����ُ�I����������Ժ�늻��t����ϵ�y(t��ng)�M(j��n)����������ԭ�еĺ�늉��Ԅӿ���ϵ�y(t��ng)������������Ԅӿ���ϵ�y(t��ng)��ʹ�÷����]����Ͷ���Y�����ޣ�����ԭ���|�����cPLC �IJ�����ʽ�����ԛQ����Ȼ����PLC ����������Ԅӿ����^���еĔ�(sh��)��(j��)�ɼ���̎���Ԫ�����Д�(sh��)��(j��)�\(y��n)�㼰����ݔ��Ҳ������ɡ���(j��ng)�^�F(xi��n)�����켰�{(di��o)ԇ���O(sh��)��F(xi��n)��Ͷ�����a(ch��n)���\(y��n)��������
����1������Ժ�늻��t�ĽY(ji��)��(g��u)���۟��^��
�������늻��t�����w�۟��Ҟ���ʽ�Y(ji��)��(g��u)����D1 ��ʾ������Ҫ�M�ɲ��ְ������t�w�����ϵ�y(t��ng)��ˮ�����ϵ�y(t��ng)��늘O��������ϵ�y(t��ng)��ֱ���Դϵ�y(t��ng)��늿�ϵ�y(t��ng)����sˮϵ�y(t��ng)��늻��^�yϵ�y(t��ng)�ȡ�
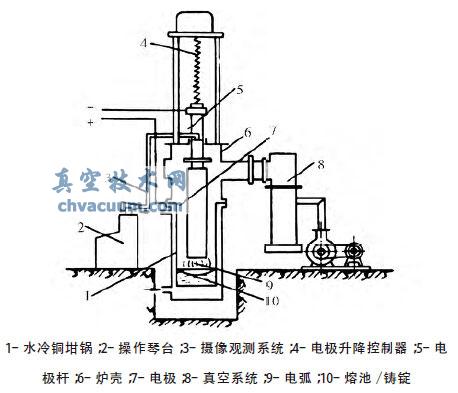
�D1 ����Ժ�늘O늻��t�Y(ji��)��(g��u)�D
����늻��t���۟���ˇ������D2 ��ʾ��
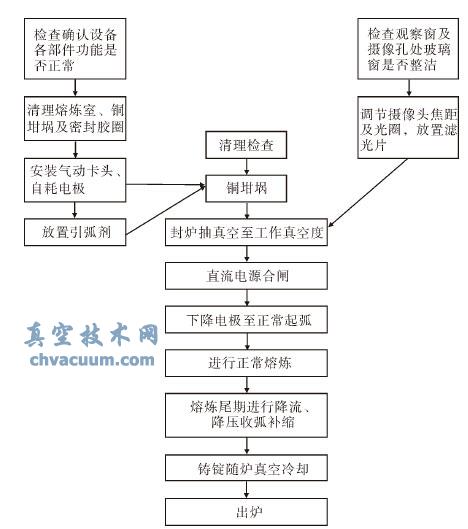
�D2 �Ժ�늻��t�۟���ˇ���̈D
������(d��ng)�O(sh��)���b���ꮅ���M(j��n)�з�t���P(gu��n)�]�Ś��y��Ϳ��Ԇ������ϵ�y(t��ng)���۟����M(j��n)�г��̎�������ϵ�y(t��ng)�ľ��w����������D3 ��ʾ��
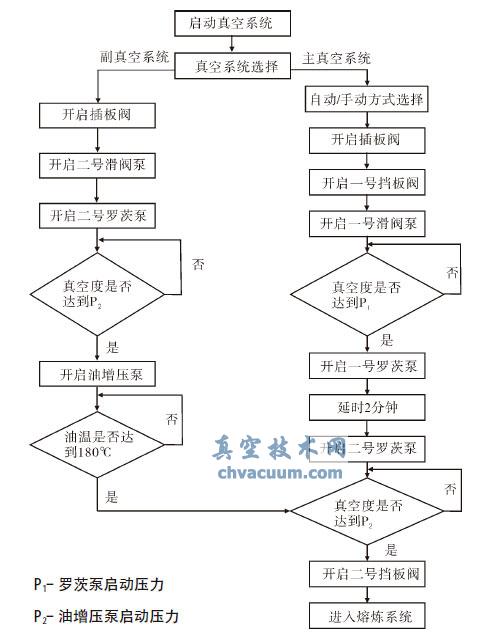
�D3 ���ϵ�y(t��ng)��ˇ���̈D
������(d��ng)�۟���ͨ�^��ձ������̎���_(d��)����ˇҪ���(zh��n)�����۟���늘O�������������ŷ�����ϵ�y(t��ng)��ɣ�PLC ��ģ�M��̖�������ŷ��(q��)�������ŷ��(q��)������Ҫؓ(f��)؟(z��)�����ŷ�늙C(j��)�Ŀ��ƣ�늘O�Ĵ�ֱλ��ͨ�^���D(zhu��n)���a���@�á�ֱ��늻��۟�ͨ���������A����ɣ������۟����ջ��a(b��)�s�A�Ρ�ϵ�y(t��ng)���w�Ĺ����^�̞飺�ڌ��H���a(ch��n)�^���г��õ��������ǜ�(zh��n)��һ����ȵĽ��ٵ|�����~�|(zh��)����(Ŀ���Ǟ��˱��o(h��)����˲�g���o(h��)����)���ڵ|�Ϸ�ɢ������м�b����������ǰ늘O�c���������xһ�����15cm����ֱ���Դ���l�����d늉�һ��S����60V ���ң�ͨ�^�Ժ�늘O�ľ����½�����(d��ng)���x���_(d��)�l���r�ڽ��|��˲�g�l(f��)�������늲��^�쵽늻����F(xi��n)��(w��n)����ȼ�����˕r�Ӵ��������(d��ng)�^���н����۳��γɺ��������^����ɡ�
�����ɹ������D(zhu��n)�������۟��^�̡��������۟��^���У����^����s�|(zh��)��Óȥ���Ա�ȥ�������а����ķǽ��ٚ�������ͺϽ�ƫ���̶��ԫ@������ĽY(ji��)���M�������˱��C�۟�Ч������Ҫע������Ŀ���늻�늉���늻�������۟��ٶȺ��۟���նȣ����m��(d��ng)�r�����һ����(qi��ng)�ȵķ�(w��n)��������������۟�ĩ�ڣ�늘O������e׃С�������T�V��p���϶˵��г��w�e�����Ժ��۟�ĩ������u�pС�۟������������u���ͣ�ʹ�۳ذ�����u�pС����s��@�ö����ƽ�����T�V��
����2���Y(ji��)Փ
��������������Ժ�늻��t����ϵ�y(t��ng)�����Ŀ�鱳�����x��⁺Ͻ��۟��^���е����a(ch��n)Ŀ��(bi��o)�����a(ch��n)�^�̞���A(ch��)��ͨ�^�F(xi��n)��ӛ䛔�(sh��)��(j��)�������M(j��n)�п����㷨�ľ�������Ɍ�������Ժ�늻��t�����ٿ���ϵ�y(t��ng)������ԓ�O(sh��)����Ԅӿ���ϵ�y(t��ng)����ʽͶ�����a(ch��n)�\(y��n)�С�
�������a(ch��n)���`�������۟��^����늻��S�ַ�(w��n)������늉����ӷ���С����������ƿ��٣�����ϵ�y(t��ng)�\(y��n)�Р�B(t��i)��(w��n)���ɿ�����ʽ�\(y��n)��ұ������⁺Ͻ�a(ch��n)Ʒ��ȫ���Ϲ�ˇ�����g(sh��)ָ��(bi��o)Ҫ��ԓϵ�y(t��ng)���O(sh��)Ӌ˼����������������P(gu��n)�����۟�����ϵ�y(t��ng)�����P(gu��n)�I(l��ng)����








