�ߠt���ܷ��y�S�^�ܷ�ĸ��M
���������L���ߠt�����y���S�S�^�ܷ��M��̎������ԭ�ܷ�Ļ��A�ϣ������bһ����A���Ӊ��w�ӹ��zȦ�ķ�ʽ�M���ܷ⣬������˨���o���w��ʹ?ji��)���֬��M�ܷ�ǻ���ܷ�Ȧ��Û���ܷⴽ���S�i�N�ϸ��ã��ܷ�Ч�����á�
�F(xi��n)��
�������F�S7# �ߠt�t������y���S�S�^�ܷ��ΰl(f��)��ú�ⴵ�p�F(xi��n)�O����ɸߠt���L�����������y���ܷ�r���ӣ��L��̎�ڸߜء��߉�ú�⡢�ۉm�ĭh(hu��n)���У������D��Ħ�����ܷ�Ȧ����ĥ�p���ϻ������ҾS���g�MС����Ҏ(gu��)�z���Q�����ܷ���Ҫ�ߠt���L4 С�r���o�ߠt���a(ch��n)����^��Ľ�(j��ng)���pʧ����(j��ng)�^���g�ˆT����ӑՓ���Q���������S�^��ú���M�в����L̎����
1�����Mԭ��
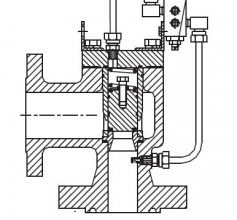
�������ܷ��y�S�^�ܷ�Y����D1 ��ʾ�� �ɚ��w�����w���M���ܷ�Ȧ��֧�έh(hu��n)�M�ɡ������ܷ�Ȧĥ�p���ϻ�����ܷⴽ߅���S�g϶�����ʧЧ����������Lֱ�Ӳ�ж���w���t�ȸߜء��߉�ú��͕����f�ܷⴵ�������ܷ�ȦҲ�o�����b�������҂��Q����ԭ�ܷ�Ļ��A�ϣ������bһ����A���Ӊ��w�ӹ��zȦ�ķ�ʽ�M���ܷ⡣
2�����w��ʩ���E
����(1)��D1 �ӹ��ɂ���A���Ӊ��w7 ����һ����ȏ����S��ֱ����1mm�����Ѹ��Ӊ��w�Ȃȼӹ�8×8 �ĵ���;

1-���w2-֧�έh(hu��n)3-�S4-�M���ܷ�Ȧ5-��ú��̎6-���zȦ7-���Ӊ��w
�D1 �S�^ú���ܷ����ԭ��D
����(2)�ʂ��ʩ�����ߺ�φ10mm ���zȦ�Ȳ��ϣ����ú����C��ԭ�ܷ≺���ϵ�4 �lM10×30 ��˨��ж�¾o�R�ăɗl;
����(3)��ֱ����10mm �Ĺ��z�l�θ��@���S���N�o��Ȼ���üӹ��õ�һ����A���嵹�����ס���Q�b��M10×50 ����˨���o;
����(4)������ɗlM10×30 ��˨ж�£��ѹ��z�l���^�г�45°б��ճ�Σ��γ�һ�����zȦ;
����(5)����һ���ӹ��õİ�A���嵹����������S�ω�ס���zȦ����M10×50 ����˨���o;
����(6)���띙��֬��ʹ?ji��)���֬��M�ܷ�ǻ���ܷ�Ȧ��Û���ܷⴽ���S�i�N�ϸ��ã��ܷ�Ч�����á�